
در صنعت امروز، کیفیت فقط به ابعاد کلی قطعه محدود نیست. شکل واقعی سطح، پروفایل هندسی و ریزانحرافات از طرح، مستقیماً روی عملکرد، عمر خستگی، مونتاژپذیری و حتی زیبایی محصول تأثیر میگذارند.
برای مثال:
- یک قطعه مکانیکی که سطح تماس آن کمی اعوجاج دارد، ممکن است در سرعتهای بالا ارتعاش ایجاد کند.
- قالب تزریق پلاستیک با پروفایل سطحی اشتباه، باعث تاببرداشتن قطعه و مشکلات مونتاژ میشود.
- در صنعت هوافضا، انحراف چند دهم میلیمتر در پروفیل مقطع بال هواپیما میتواند روی توزیع فشار و عملکرد آیرودینامیکی اثر بگذارد.
روشهای سنتی اندازهگیری مانند کولیس، میکرومتر، یا حتی CMM تماسی، برای کنترل برخی ابعاد و ویژگیها مناسباند، اما وقتی صحبت از:
- بررسی کامل سطح،
- تحلیل شکل سهبعدی پیچیده،
- گرفتن نقشه انحرافات در کل سطح قطعه،
میشود، کار بسیار زمانبر و حتی در موارد پیچیده غیرعملی خواهند بود.
اینجاست که بازرسی سهبعدی سطوح با اسکن لیزری وارد میشود:
سیستمی که با سرعت بالا، بدون تماس، و با رزولوشن بالا، میلیونها نقطه از سطح قطعه را اندازهگیری میکند و یک تصویر سهبعدی دقیق از واقعیت میسازد؛ سپس با مدل CAD یا مشخصات هندسی مقایسه میشود و پروفایل هندسی و انحرافات به صورت کمی تحلیل میشوند.
مفاهیم پایهای: پروفایل هندسی، تلرانسها و انحرافات
برای اینکه بدانیم در بازرسی سهبعدی دنبال چه هستیم، باید چند مفهوم کلیدی را مرور کنیم.
پروفایل هندسی سطح چیست؟
پروفایل هندسی سطح (Surface Profile) در سادهترین تعریف، توصیف شکل واقعی سطح نسبت به شکل اسمی (نظری) است.
شکل اسمی معمولاً از روی مدل CAD یا نقشه مهندسی تعریف میشود: سطح یک استوانه، یک صفحه، یک منحنی پیچیده، یا یک سطح آزاد (Freeform Surface).
پروفایل سطح، اختلاف بین:
- سطح واقعی تولیدشده،
- سطح ایدهآل تعریفشده در طراحی
را در کل نقاط سطح نشان میدهد.
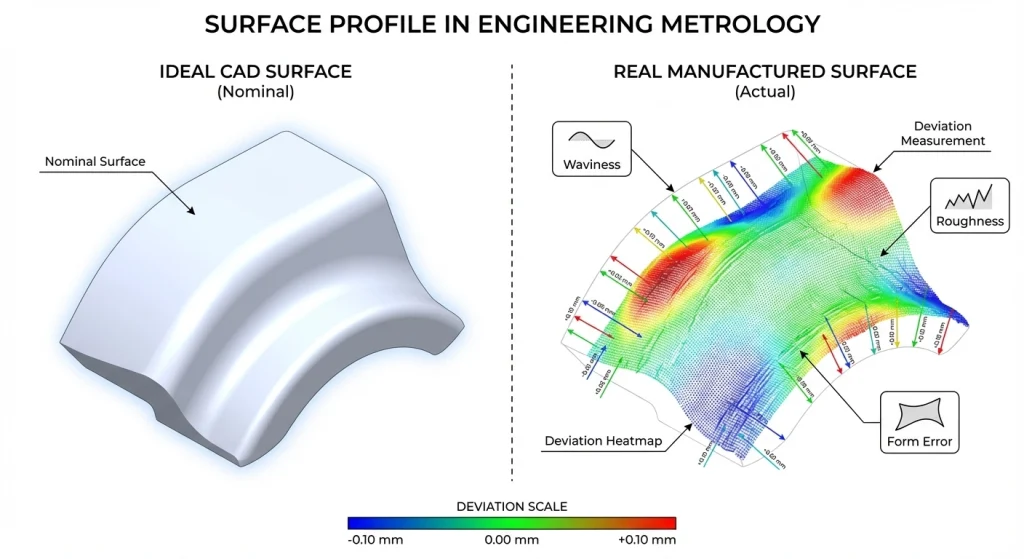
این اختلافها میتوانند شامل موارد زیر باشند:
- انحراف موضعی (Local Deviations)
- موجدار بودن (Waviness)
- صافی سطح (Roughness)
- اعوجاج کلی (Form Error)
در بازرسی سهبعدی با اسکن لیزری، هدف اصلی، اندازهگیری و کمیسازی همین انحرافات است.
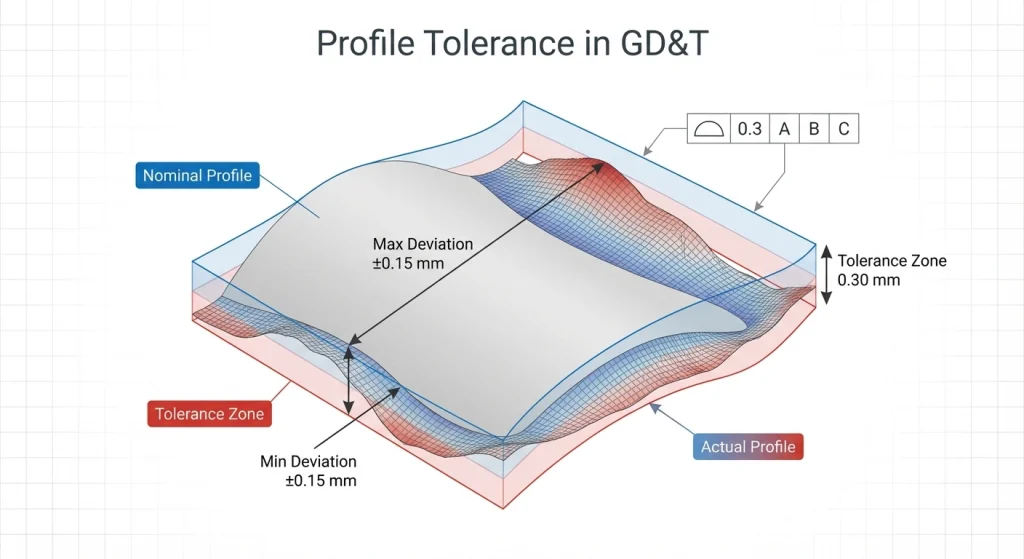
تلرانس پروفایل (Profile Tolerance)
در استانداردهای GD&T (مانند ASME Y14.5 یا ISO 1101)، تلرانس پروفایل برای کنترل کلی شکل و موقعیت سطح در نظر گرفته میشود. این تلرانس معمولاً در نقشهها به صورت علامت پروفایل نشان داده میشود و میگوید که:
کل سطح واقعی باید درون یک پوسته فرضی (Envelope) با ضخامت مشخص، حول سطح اسمی قرار گیرد.
برای مثال، اگر تلرانس پروفایل ۰٫۲ میلیمتر باشد، یعنی:
- فاصله هر نقطه واقعی سطح از سطح اسمی، نباید بیشتر از ±۰٫۱ میلیمتر (یا در برخی تعاریف، کل ۰٫۲ در یک سمت) باشد.
اسکن لیزری ابزار ایدهآلی است برای محاسبه:
- حداکثر انحراف (Max Deviation)
- حداقل انحراف (Min Deviation)
- RMS یا میانگین مربعات انحرافات
و بررسی اینکه آیا سطح در محدوده تلرانس پروفایل قرار دارد یا خیر.
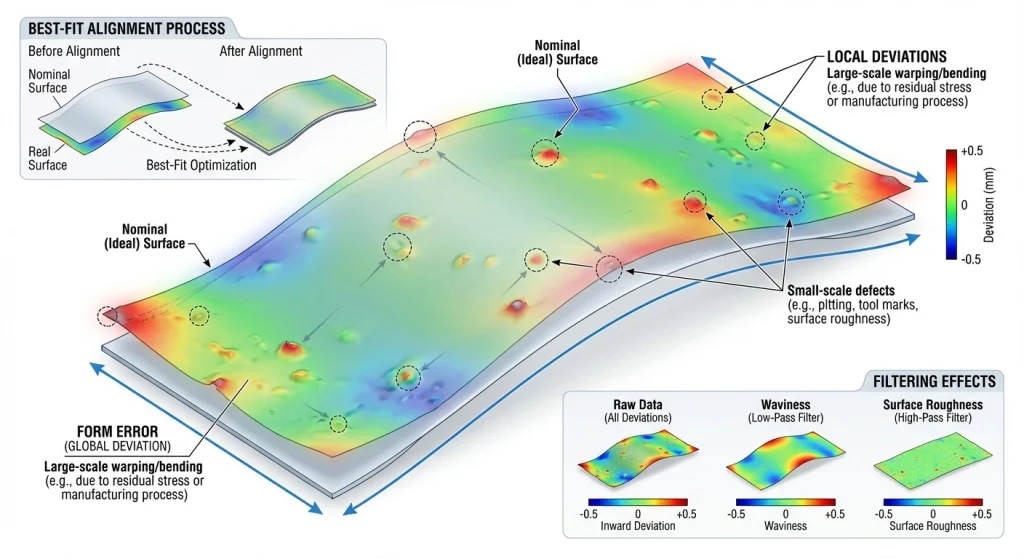
انحرافات موضعی و کلی
در تحلیل پروفایل هندسی باید بین:
- خطای شکل کلی (Form Error): کج شدن، خم شدن یا اعوجاج کلی،
- انحرافات موضعی (Local Deviations): برآمدگیها یا فرورفتگیهای کوچک در مناطق خاص،
تمایز قائل شد.
اسکن سهبعدی به ما امکان میدهد هر دو نوع انحراف را ببینیم:
- با اعمال فیت (Best-Fit) عمومی، میتوان خطای کلی را جدا کرد.
- با فیلترهای مناسب، میتوان سراغ موجدار بودن و صافی سطح رفت (در حدی که رزولوشن سیستم اجازه میدهد).
اصول کار اسکن لیزری در اندازهگیری سهبعدی
اصول کار اسکن لیزری سهبعدی
اسکن لیزری سهبعدی بر اساس تابش نور لیزر به سطح و اندازهگیری موقعیت نقاط بازتابشده در فضا عمل میکند. نتیجه این فرایند تولید یک ابرنقاط دقیق از سطح قطعه است.
مثلثبندی لیزری (Laser Triangulation)
- تابش نقطه یا خط لیزر روی سطح قطعه
- ثبت بازتاب لیزر توسط دوربین یا سنسور نوری
- محاسبه مختصات سهبعدی هر نقطه با اصول هندسه و زاویهها
این روش دقیقترین تکنیک برای بازرسی قطعات صنعتی و قابل نصب روی رباتها و CMM است.
زمان پرواز (Time of Flight)
در این روش زمان رفت و برگشت پالس لیزر اندازهگیری شده و فاصله با دقت بالا محاسبه میشود. برای اسکن محیطی، سازههای بزرگ و LiDAR مناسبتر است.
اسکن خطی و نقطهای
- اسکن نقطهای: اسکن نقطهبهنقطه برای کاربردهای دقیق.
- اسکن خطی: ثبت یک پروفایل کامل در هر فریم؛ سریعتر و مناسب سطوح پیچیده.
اجزای اصلی سیستم اسکن لیزری سهبعدی
منبع لیزر
طول موج لیزر معمولاً در محدوده مرئی، بهویژه رنگهای قرمز یا آبی، و یا در بازه نزدیک مادونقرمز انتخاب میشود. همچنین توان و نوع لیزر باید بر اساس ویژگیهای سطح مورد استفاده ازجمله براق بودن، مات بودن یا تیرگی آن بهدقت تعیین شود تا بهترین بازده و کمترین خطا حاصل گردد. در نهایت، رعایت کامل الزامات ایمنی و کلاس ایمنی لیزر (Laser Safety Class) در تمام مراحل کار الزامی است تا از هرگونه خطر احتمالی جلوگیری شود.
واحد حسگر (Camera / Sensor)
برای مشاهده دقیق خط یا نقطه لیزر روی سطح، استفاده از دوربین با رزولوشن بالا ضروری است. انتخاب لنز مناسب نیز باید بر اساس میدان دید مورد نیاز انجام شود تا کیفیت تصویر و پوشش فضای کاری بهینه باشد. در برخی کاربردها، بهویژه زمانی که کاهش سایهها، افزایش پایداری مشاهده یا بهبود دقت اندازهگیری اهمیت دارد، بهکارگیری چند دوربین بهصورت همزمان میتواند کارایی سیستم را بهطور قابل توجهی افزایش دهد.
واحد حرکت (Motion System)
برای اسکن کامل سطح یک قطعه، لازم است که یا خودِ قطعه حرکت کند برای مثال روی میز دوار، در خط تولید، یا بهوسیله یک ربات نگهدارنده یا اینکه اسکنر جابهجا شود، مانند زمانی که روی بازوی ربات، محورهای خطی یا دستگاه CMM نصب شده باشد. در سیستمهای پیشرفته، معمولاً اسکنر لیزری بر روی یک ربات صنعتی سوار میشود و مسیر حرکت ربات از طریق برنامهریزی آفلاین تعیین میگردد. در این حالت، کل سطح قطعه در چند مسیر اسکنشده پوشش داده میشود و دقت و سرعت فرآیند بهطور قابلتوجهی افزایش مییابد.
کنترلر و نرمافزار
مغز اصلی سیستم وظیفه دارد حرکت اسکنر یا قطعه را کنترل کند، دادههای دریافتی از حسگرها را پردازش نماید و ابرنقاط حاصل را بسازد. این دادهها سپس با مدل CAD قطعه مقایسه میشوند تا انحرافات هندسی استخراج گردد. در نهایت، سیستم نتایج کامل بازرسی شامل نقشههای انحرافات و گزارشهای تلرانسی را تولید میکند و یک تصویر جامع از کیفیت و دقت ساخت ارائه میدهد.
این نرمافزارها معمولاً قابلیتهای زیر را دارند:
- فیلتر کردن نویز،
- Align (همراستا کردن) ابرنقاط و CAD،
- ایجاد نقشه رنگی انحرافات،
- اندازهگیری GD&T (پروفایل، تختی، گردی، موقعیت و …)،
- تولید گزارشهای PDF/Excel.
فرآیند کامل بازرسی سهبعدی سطوح با اسکن لیزری
فرآیند کامل بازرسی سهبعدی سطوح با اسکن لیزری
در این چرخه، هر مرحله به صورت دقیق و گامبهگام انجام میشود تا نتیجه نهایی، یعنی تحلیل کامل سطح و گزارش انحرافات، حاصل گردد.
آمادهسازی قطعه
- تمیز کردن سطح از گرد و غبار، روغن، آلودگی
- در صورت نیاز، اسپری ماتکننده برای سطوح براق
- قرار دادن قطعه در فیکسچر ثابت و تکرارپذیر
تنظیم سیستم و پارامترها
- انتخاب رزولوشن و فاصله بین نقاط
- تنظیم سرعت حرکت اسکنر و تنظیمات دوربین
- تعریف مسیر اسکن و برنامهریزی اولیه
جمعآوری دادهها
حرکت اسکنر بر اساس مسیر برنامهریزیشده، ثبت نقطهبهنقطه و تولید ابرنقاط (Point Cloud). هر نقطه شامل مختصات x, y, z است.
ادغام و تمیز کردن دادهها
- رجیستر کردن چند وجهی ابرنقاط
- حذف نویز و نقاط تکراری
- تبدیل به مش سهبعدی یا STL در صورت نیاز
همراستا کردن با مدل مرجع
بهترینفیت آلوگیری، استفاده از دیتامها و سطوح شناختهشده، جهت تفسیر صحیح نتایج.
محاسبه انحرافات و نقشه رنگی
نمایش انحرافات بر روی سطح به صورت نقشه رنگی؛ مناطق بحرانی و خروجیهای تحلیلی.
اندازهگیری پروفایل و GD&T
تحلیل پارامترهای هندسی، تلرانسهای سطح، و مقاطع بحرانی.
گزارش و تصمیمگیری
تولید گزارشهای کامل، نمودارها و نتایج Pass/Fail برای کنترل کیفیت و اصلاح فرآیندها.
تحلیل پروفایل هندسی قطعات: از ابرنقاط تا تصمیمگیری
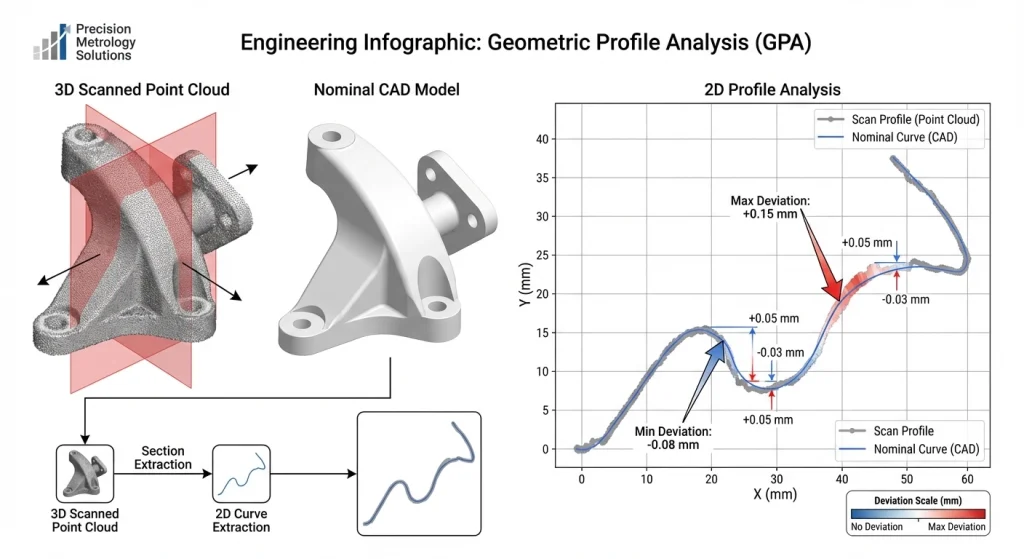
استخراج پروفایل از ابرنقاط
برای بررسی جزئیتر، معمولاً:
- روی مدل، یک یا چند مقطع (Section / Slice) تعریف میشود.
- نرمافزار، تقاطع ابرنقاط با این مقاطع را پیدا میکند.
- پروفایل واقعی در آن مقطع به صورت یک منحنی دو بعدی (مثلاً در صفحه X-Y) به دست میآید.
- منحنی واقعی با منحنی اسمی (از CAD) مقایسه میشود.
با این کار میتوان:
- توزیع انحراف در یک مسیر مشخص را دید.
- به صورت عددی، حداکثر و حداقل انحراف در آن مقطع را گزارش کرد.
فیلتر کردن و جداسازی مقیاسهای مختلف خطا
خطای پروفایل سطح شامل چند مقیاس مختلف است:
- خطای شکل کلی (Form)
- موجدار بودن (Waviness)
- صافی سطح (Roughness)
در تحلیل حرفهای، با استفاده از فیلترهای عددی (مثلاً فیلترهای گوسی در حوزه طول موج)، میتوان:
- بخشهای مختلف خطا را جدا کرد،
- و هر کدام را جداگانه تحلیل کرد.
در کاربردهایی مثل:
- سطوح آببندی،
- سطوح اصطکاکی،
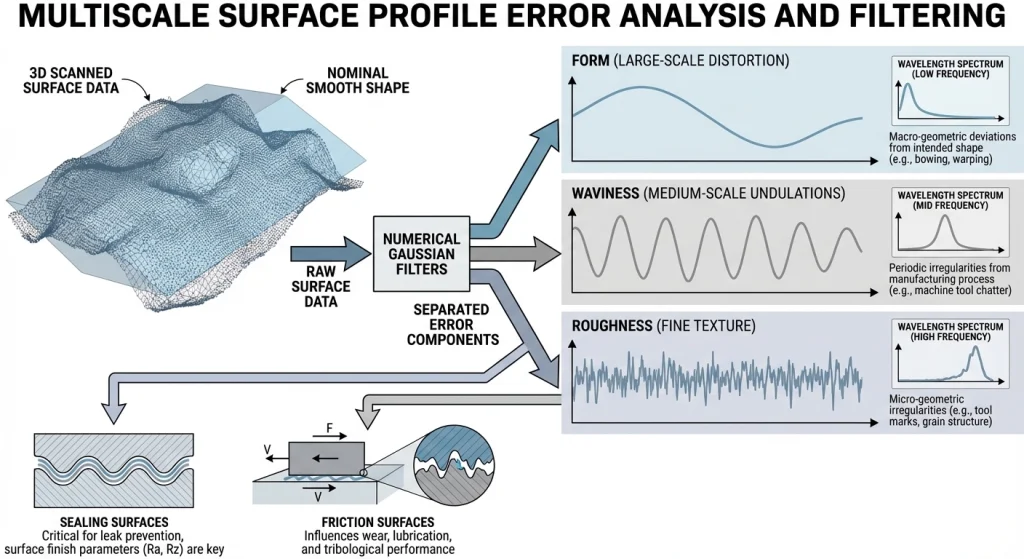
دانستن Roughness و Waviness در کنار خطای Form اهمیت زیادی دارد؛ البته سنجش Roughness دقیق معمولاً با پروفیلومترهای مخصوص انجام میشود، ولی اسکنهای با رزولوشن بالا میتوانند تخمینی از آن ارائه دهند.
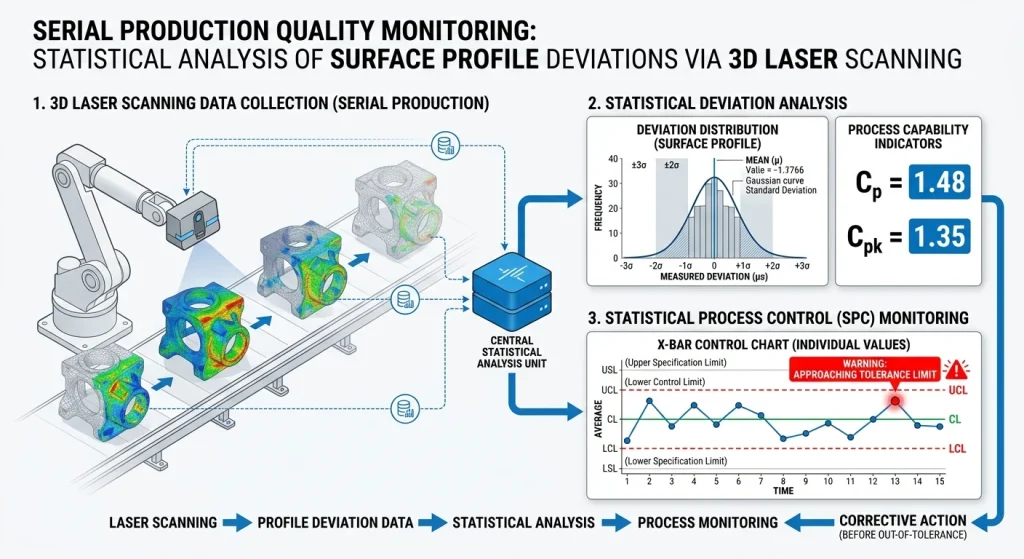
تحلیل آماری انحرافات
در تولید سریالی، مهم است که فقط یک قطعه را تحلیل نکنیم، بلکه سری نتایج را بررسی کنیم.
با اسکن لیزری میتوان:
- دادههای پروفایل چندین قطعه را جمعآوری کرد.
- توزیع آماری انحرافات (میانگین، انحراف معیار، Cp, Cpk) را بررسی کرد.
- روند تغییرات فرآیند تولید را پایش نمود (Statistical Process Control – SPC).
این تحلیلها کمک میکند:
- قبل از اینکه قطعات خارج از تلرانس تولید شوند، فرآیند اصلاح شود.
- کیفیت به صورت پیشگیرانه کنترل شود، نه صرفاً واکنشی.
ارتباط با شبیهسازی و عملکرد واقعی
یکی از جذابترین استفادههای تحلیل پروفایل هندسی، اتصال آن به:
- شبیهسازی مکانیکی (FEM)
- شبیهسازی آیرودینامیکی (CFD)
- شبیهسازی تماس و اصطکاک
مثلاً:
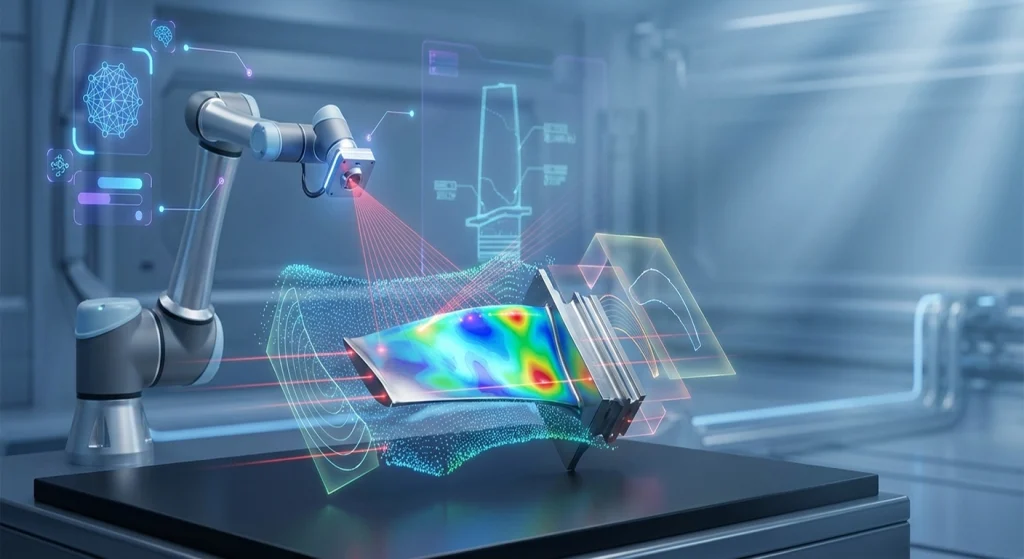
- پروفایل واقعی یک سطح بال هواپیما اسکن میشود.
- انحرافات نسبت به پروفایل ایدهآل اندازهگیری میشود.
- این انحرافات در مدل CFD اعمال میشود تا اثرشان روی ضریب برآ و پسا بررسی شود.
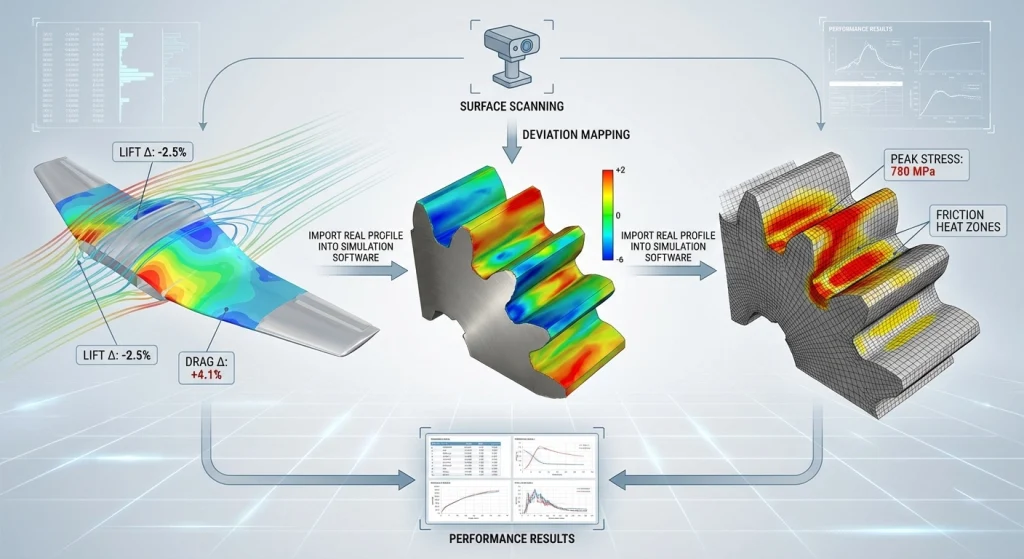
یا در مورد چرخدندهها:
- پروفایل دندانههای واقعی اسکن میشود.
- تماس واقعی در نرمافزار تحلیل تماس بررسی میشود.
- نقاط تمرکز تنش و احتمال شکست یا نویز پیدا میشود.
انواع خطاها و چالشهای رایج در اسکن لیزری و تحلیل
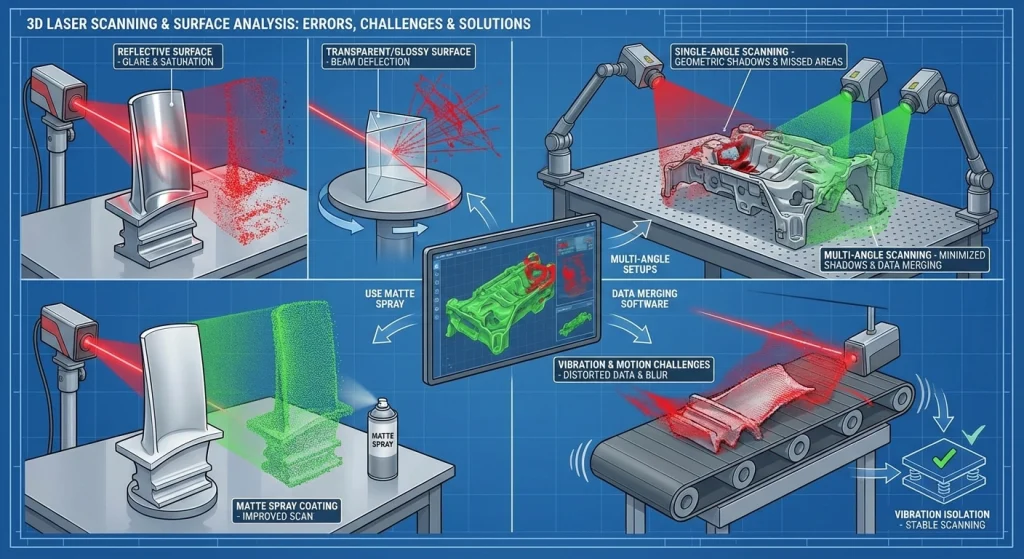
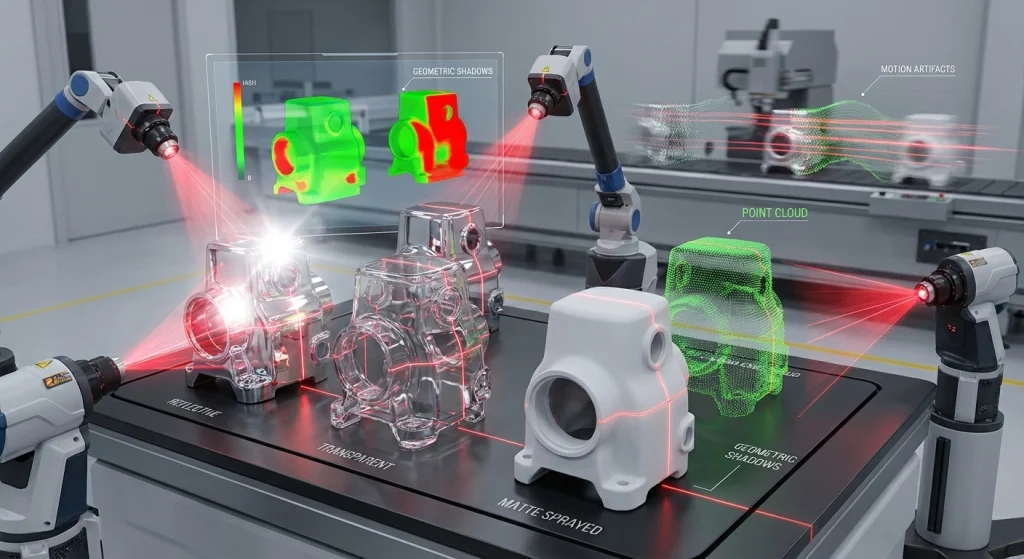
هیچ سیستم اندازهگیری بینقص نیست و شناخت چالشها و محدودیتهای آن برای دستیابی به نتایج قابل اعتماد ضروری است. یکی از مهمترین چالشها، بازتاب سطح (Reflectivity) است؛ سطوح بسیار براق، کرومی یا شفاف میتوانند نور لیزر را بهشدت بازتاب دهند، موجب اشباع سنسور شوند یا مسیر نور را بهصورت غیرقابل پیشبینی تغییر دهند. برای مقابله با این مشکل معمولاً از اسپریهای ماتکننده، انتخاب طول موج مناسب و استفاده از چند زاویه دید برای کاهش نقاط کور بهره گرفته میشود. از سوی دیگر، زاویه تابش و ایجاد سایههای هندسی نیز میتواند باعث شود که خط لیزر بهدرستی دیده نشود یا بخشهایی از سطح پنهان بماند؛ راهحل این مسئله طراحی مسیرهای چندجهتی اسکن، استفاده از چند حسگر و ترکیب دادههای حاصل از چند زاویه است.
چالش دیگر لرزشها و حرکت نسبی قطعه یا سیستم است؛ بهویژه در خطوط تولید که قطعه در حال حرکت است یا محیط دچار ارتعاشات مکانیکی میشود و این امر دقت اسکن را کاهش میدهد.
در چنین شرایطی استفاده از فیکسچر مناسب، بهکارگیری سیستمهای ردیابی و جبران حرکت، و کاهش سرعت در اسکنهای دقیق میتواند مؤثر باشد. همچنین خطاهای رجیستریشن و Alignment از جمله مشکلات جدی در تحلیل دادهها هستند؛ اگر ابرنقاط بهدرستی با مدل CAD یا دیتامهای تعریفشده همراستا نشوند، کل تحلیل پروفایل دچار خطا میشود. انتخاب نادرست دیتامها، نویز زیاد یا استفاده نابجا از Best‑Fit از مهمترین دلایل این مشکلاند. در نتیجه، تعریف دیتامهای واضح، استفاده از ویژگیهای پایدار برای Alignment و بررسی دستی صحت همراستاسازی ضروری است.
در نهایت باید توجه داشت که هر سیستم اسکن لیزری محدودیتهای مشخصی در رزولوشن، دقت مطلق و دقت نسبی دارد. اگر اندازه ویژگیهای هندسی کوچکتر از توان تفکیک سیستم باشد یا دقت موردنیاز بالاتر از ظرفیت تجهیز باشد، نتایج حاصل قابل اتکا نخواهند بود. بنابراین پیش از انتخاب سیستم، باید نیازهای متروژیکی شامل دقت مورد نیاز، ابعاد قطعه و نوع سطح بهدقت تحلیل شوند و پس از نصب نیز کالیبراسیون دورهای و صحهگذاری با استانداردهای مرجع انجام گیرد تا پایداری و صحت اندازهگیری تضمین شود.
کاربردها در صنایع مختلف

صنعت خودرو
- بازرسی سهبعدی بدنه خودرو (Body-in-White)
- کنترل قالبها و سنبه–ماتریسها (Press Tools)
- تحلیل قطعات پلاستیکی داخل کابین و فاصله درزها (Gaps & Flush)
- کنترل پروفایل دندهها، شفتها و قطعات موتور
اسکن لیزری کمک میکند عیوب مونتاژ سریع آشکار شوند، تغییرات ابزار زود کشف شوند، و زمان Try-out قالبها کاهش یابد.

هوافضا
- بازرسی سطوح آیرودینامیکی (بال، بدنه، ورودی هوا)
- کنترل تیغههای توربین و قطعات موتور
- تحلیل تغییر شکل ناشی از حرارت یا استرس
کوچکترین انحراف میتواند عملکرد پروازی را مختل کند؛ اسکن سهبعدی برای دقتهای بسیار بالا ضروری است.

قالبسازی و ابزارسازی
- مقایسه قالب ساختهشده با مدل CAD
- کنترل فرسودگی قالب در طول زمان (Wear Analysis)
- تحلیل پروفایل سطوح تماس و حفرهها
اسکن باعث بهینهسازی اصلاحات قالب، جلوگیری از تولید قطعات خارج از تلرانس و تسهیل Reverse Engineering میشود.

پزشکی و مهندسی زیستی
- ساخت و بازرسی ایمپلنتهای سفارشی
- پروتزهای دندانی و فک و صورت
- اسکن استخوان و آناتومی بیمار
دقت هندسی برای تطابق کامل با ساختار استخوانی و حذف نقاط فشار اضافی حیاتی است.

انرژی و توربینها
- بازرسی پروفایل تیغههای توربین گاز و بخار
- تحلیل تغییر شکل و فرسودگی
- کنترل کیفیت ساخت و تعمیرات
پروفایل دقیق تیغهها نیروی رانش، بازده و ایمنی سیستم را تعیین میکند.
مقایسه اسکن لیزری با روش های سنتی اندازه گیری
- پوشش کامل کل سطح
- سرعت بسیار بالا
- تحلیل پروفایل و نقشه رنگی سهبعدی
- هزینه اولیه بالاتر
- نیاز به نرمافزار و تخصص تحلیلی
(کولیس، میکرومتر)
- سادگی و هزینه کم
- دقت مناسب برای ابعاد ساده
- اندازهگیری محدود به چند نقطه
- عدم تحلیل هندسه پیچیده
- دقت بسیار بالا (در حد میکرون)
- مناسب ویژگیهای بحرانی
- سرعت پایینتر
- پوشش محدود سطح
- برنامهریزی زمانبر
- سرعت بالا در برخی کاربردها
- دقت مناسب برای قطعات خاص
- حساس به جنس و بازتاب سطح
- وابسته به شرایط نوری محیط
کلیدی برای پیادهسازی موفق سیستم بازرسی سهبعدی
نکات کلیدی برای پیادهسازی موفق سیستم بازرسی سهبعدی
تعریف دقیق هدف متروژیکی
قبل از انتخاب سیستم باید مشخص باشد چه ابعادی اندازهگیری میشوند، تلرانسها چقدر سختگیرانهاند، حجم تولید چقدر است و کدام ویژگیها بحرانی هستند. این موارد نوع اسکنر، دقت موردنیاز و سطح اتوماسیون را تعیین میکنند.
طراحی استاندارد دیتامها و نقاط مرجع
برای آنکه تحلیل پروفایل معتبر باشد، دیتامها باید در نقشه دقیق تعریف شوند. سطوح مناسب برای Alignment انتخاب شده و فیکسچر بهگونهای طراحی شود که تکرارپذیری بالا تضمین گردد.
توازن بین دقت و سرعت
رزولوشن بالا زمان اسکن و پردازش را افزایش میدهد و رزولوشن پایین ممکن است جزئیات را از دست بدهد. برای کنترل روزمره باید رزولوشن بهینه انتخاب شود و برای تحلیل دقیق، اسکنهای سنگینتر استفاده گردد.
آموزش و مهارت تیم
موفقیت سیستم وابسته به مهارت اپراتورها در تنظیم اسکن، توانایی مهندسان در تحلیل نقشههای انحرافات و دانش GD&T است. بدون مهارت کافی، بهترین اسکنر هم فقط «نقشه قشنگ» تولید میکند.
یکپارچهسازی با سیستمهای کیفیت
برای بهرهبرداری صنعتی، نتایج باید با سیستمهای MES، QMS و ERP یکپارچه شوند. گزارشدهی خودکار، ردیابی دادهها و بازخورد سریع به تولید (Closed‑Loop) ضروری است.
جمعبندی و روندهای آینده
بازرسی سهبعدی سطوح و تحلیل پروفایل هندسی قطعات با استفاده از اسکن لیزری، از یک فناوری لوکس و عمدتاً پژوهشی، به ابزاری حیاتی و روزمره در صنایع پیشرفته تبدیل شده است. این تحول عمدتاً بهدلیل مزیتهای کلیدی این روش است؛ از جمله امکان اندازهگیری پرسرعت و کاملاً بدون تماس، پوشش کامل سطح قطعه، قابلیت تحلیل دقیق پروفایلهای هندسی و پارامترهای GD&T، و همچنین توانایی ردیابی روندهای کیفیتی در تولید سریالی. با این حال، چالشهایی همچون مدیریت بازتاب سطح، نیاز به تنظیمات صحیح و همراستاسازی دقیق، و لزوم برخورداری از دانش متروژی و مهارت در تفسیر دادهها، همواره بخشی جداییناپذیر از این فناوری باقی ماندهاند.
در کنار این موارد، روندهای آینده این حوزه نیز بسیار هیجانانگیز هستند. بهکارگیری هوش مصنوعی و الگوریتمهای یادگیری ماشین، امکان شناسایی الگوهای خطا، پیشبینی خرابی ابزار و بهینهسازی فرآیند تولید را بر اساس نقشههای انحراف فراهم خواهد کرد. همچنین اتوماسیون کامل خطوط تولید با استفاده از اسکنرهای لیزری نصبشده روی رباتهای صنعتی، این قابلیت را ایجاد میکند که قطعات بهطور کاملاً خودکار بازرسی شوند، دادهها تحلیل شوند و نتایج به ماشینهای CNC یا پرسها بازخورد داده شود. افزون بر این، پیشرفت مداوم حسگرها، سرعت پردازش و توان سختافزاری، اسکن و تحلیل تقریباً بلادرنگ را به واقعیت نزدیکتر خواهد کرد. در نهایت، یکپارچهسازی مستقیم دادههای اسکن با نرمافزارهای CAD و CAE نیز افق جدیدی در طراحی مبتنی بر دادههای واقعی تولید ایجاد خواهد کرد و امکان بهبود مستمر کیفیت محصول را فراهم میآورد.
سوالات متداول درباره بازرسی سهبعدی با اسکن لیزری
در این بخش به رایجترین سوالات درباره بازرسی سهبعدی، تحلیل پروفایل هندسی و فرآیند اسکن لیزری قطعات پاسخ دادهایم.