
چرا دیگر «چشم انسان» کافی نیست؟
در خطوط تولید و مونتاژ سنتی، کنترل کیفیت تا سالها بهطور عمده بر دو ستون استوار بوده است:
- بازرسی چشمی اپراتور سر خط تولید
- نمونهبرداری دورهای از بین محصولات تولید شده
این روشها هنوز هم در بسیاری از کارخانهها رایجاند؛ اما با پیچیدهتر شدن محصولات، افزایش تنوع مدلها، بالا رفتن سرعت خطوط، و فشار روزافزون برای کاهش ضایعات و مرجوعی، این دو ستون بهتنهایی دیگر جوابگو نیستند.
چالشهای اصلی روشهای سنتی:
- خستگی و افت تمرکز اپراتور در شیفتهای طولانی
- ناپایداری تصمیمگیری (یک اپراتور محصول را قبول میکند، دیگری رد)
- عدم امکان بازرسی ۱۰۰٪ محصولات
- تشخیص سخت نقصهای بسیار ظریف یا ریز (مثلاً در مونتاژ الکترونیک)
- افزایش فشار روانی روی نیروی انسانی برای «ندیدن» هیچ خطایی
از سوی دیگر، رقابت جهانی و استانداردهای سختگیرانه کیفیت، شرکتها را مجبور کرده است فراتر از کنترل نهایی محصول فکر کنند؛ آنها باید کل فرایند مونتاژ را پایش کنند و نه فقط خروجی آخر را.
اینجاست که پردازش تصویر و بینایی ماشین بهعنوان یک راهحل قدرتمند وارد بازی میشود: سیستمی که میتواند بهصورت خودکار، مداوم، دقیق و سریع روی تک تک محصولات نگاه کند، مراحل مونتاژ را رصد کند و در نهایت، کامل بودن محصول نهایی را تضمین نماید.
بینایی ماشین در مونتاژ یعنی چه؟
وقتی از «پایش خودکار مونتاژ با پردازش تصویر» صحبت میکنیم، منظور فقط این نیست که از محصول عکس بگیریم و یک اپراتور تصویر را روی مانیتور نگاه کند. یک سیستم بینایی ماشین صنعتی، معمولاً شامل این اجزاست:
- دوربین صنعتی (یا چند دوربین) با لنز مناسب
- سیستم نورپردازی کنترلشده برای حذف سایه و بازتاب
- واحد پردازش (PC صنعتی، GPU، یا Edge Device)
- نرمافزار پردازش تصویر و هوش مصنوعی
- اتصال به PLC، رباتها و سیستم کنترل خط تولید

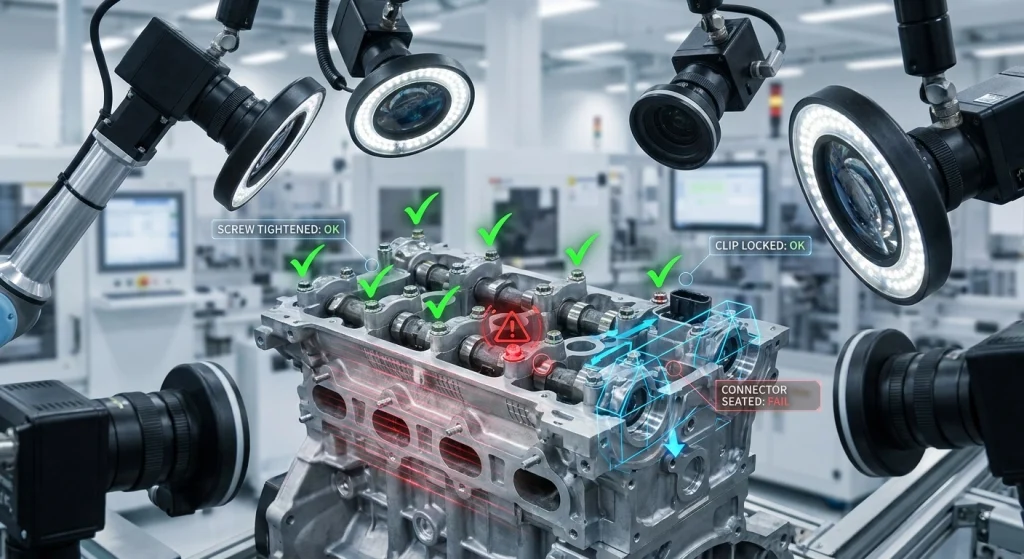
این سیستم در واقع «چشم» و بخشی از «مغز» خط تولید است؛ محصول در ایستگاههای مختلف مونتاژ از مقابل دوربینها عبور میکند و سیستم:
- بررسی میکند آیا قطعات لازم در هر مرحله نصب شدهاند
- تشخیص میدهد آیا نصب درست (از نظر موقعیت، زاویه، عمق، ترتیب) انجام شده
- در نهایت، در نقطه خروجی خط، تضمین میکند که محصول نهایی از نظر مونتاژی کامل و بدون جزء جاافتاده یا اشتباه است.
چرا «پایش مراحل» مهمتر از فقط «کنترل نهایی» است؟
چرا کنترل نهایی به تنهایی کافی نیست؟
بسیاری از خطوط تولید هنوز صرفاً یک ایستگاه کنترل نهایی دارند: محصول کامل شده و در انتها یک دوربین یا یک اپراتور آن را نگاه میکند. این کار لازم است اما کافی نیست.
چرا؟
- اشتباه در مراحل اولیه مونتاژ ممکن است در پایان کاملاً پوشانده شود و دیگر قابل رؤیت نباشد.
مشکل اصلی
- هزینه کشف دیرهنگام خطا بسیار بالاست.
- هرچه خطا دیرتر کشف شود، هزینه دوبارهکاری و ضایعات بیشتر است (Time + Material + Rework).
- فرصت اصلاح فرایند از دست میرود.
- اگر خطا پله به پله پایش شود، سریعتر میتوان ریشه مشکل (Root Cause) را پیدا و برطرف کرد.
معماری بهینه چیست؟
- قرار دادن ایستگاههای بینایی ماشین در چند نقطه کلیدی خط مونتاژ
- کنترل تکمیل صحیح هر مرحله از تولید
- بررسی نهایی محصول کامل با دقت بالا
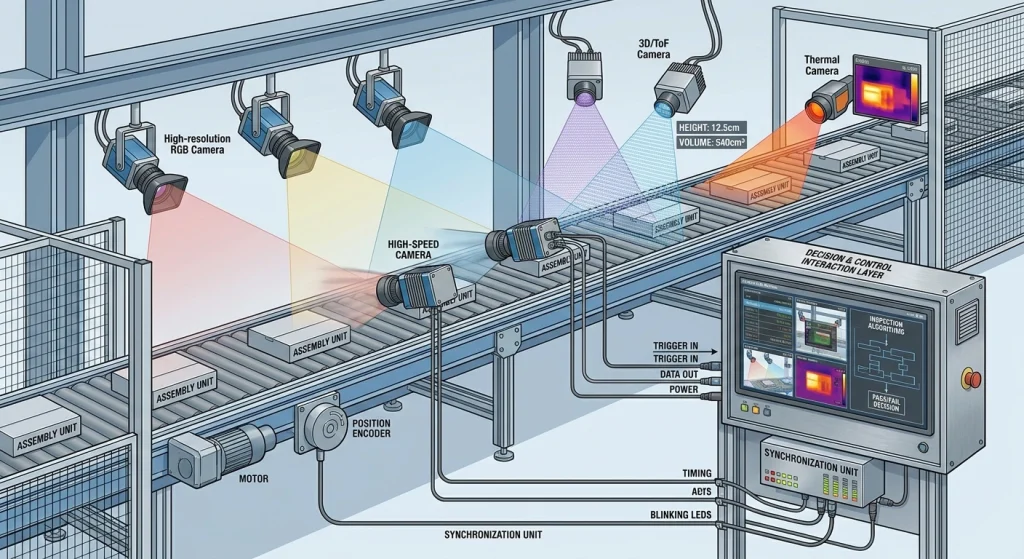
معماری یک سیستم پایش خودکار مونتاژ با پردازش تصویر
لایه تصمیمگیری و تعامل با سیستم کنترل
این لایه، مسئول گرفتن تصویر از محصول در نقاط مختلف خط مونتاژ است.
نوع دوربینها:
- دوربینهای صنعتی RGB با رزولوشن مناسب
- دوربینهای سرعتبالا برای خطوط سریع
- دوربینهای ۳D/ToF یا استریو برای بررسی ارتفاع و حجم
- در برخی کاربردها، دوربین حرارتی
نکات طراحی:
- انتخاب فاصله و زاویه مناسب برای پوشش تمام اجزای مهم
- در صورت وجود نقاط کور، استفاده از چند دوربین
- هماهنگی شاتر دوربین با حرکت محصول (Triggering)
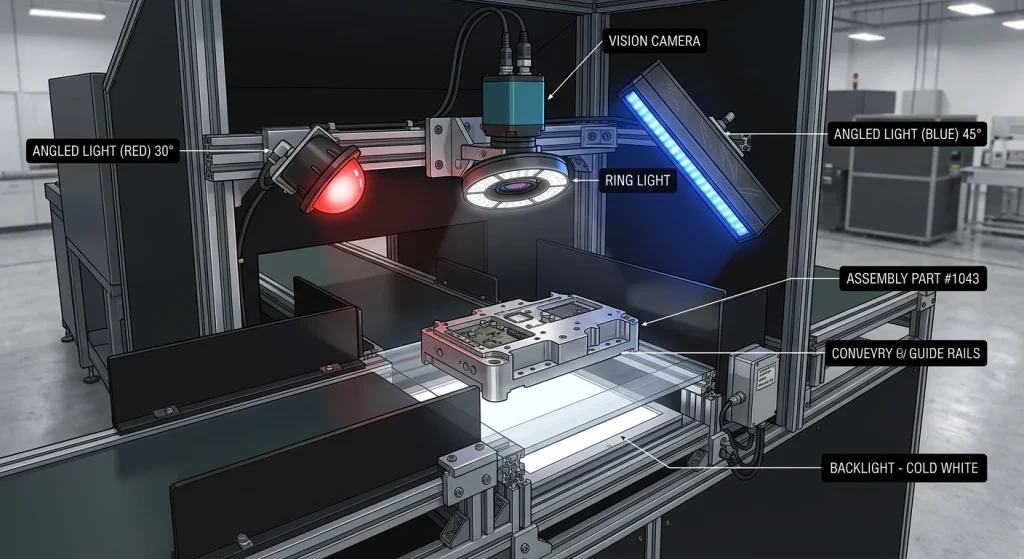
نورپردازی (Illumination)
نور مناسب شرط لازم برای پردازش تصویر قابل اتکاست.
چند الگوی رایج:
- نور حلقوی (Ring Light) برای کاهش سایه اطراف قطعات
- نور پسزمینه (Backlight) برای مشاهده کانتورها و سوراخها
- نور زاویهدار برای آشکارکردن برجستگیها، پیچها، خراشها
- استفاده از رنگ و طول موج مناسب برای حذف انعکاس سطوح براق
هدف: تولید تصویر یکنواخت، تکرارپذیر، بدون وابستگی شدید به نور محیط.
لایه پردازش (Processing Layer)
در این لایه تصاویر خام به اطلاعات قابل تصمیمگیری تبدیل میشوند:
پیشپردازش:
- حذف نویز
- تصحیح اعوجاج لنز
- نرمالسازی روشنایی و کنتراست
- برش ناحیههای مورد علاقه (ROI)
تشخیص ناحیه و قطعات:
- تشخیص شیء (Object Detection) برای یافتن محل اجزا
- قطعهبندی (Segmentation) برای تفکیک دقیقتر ناحیهها
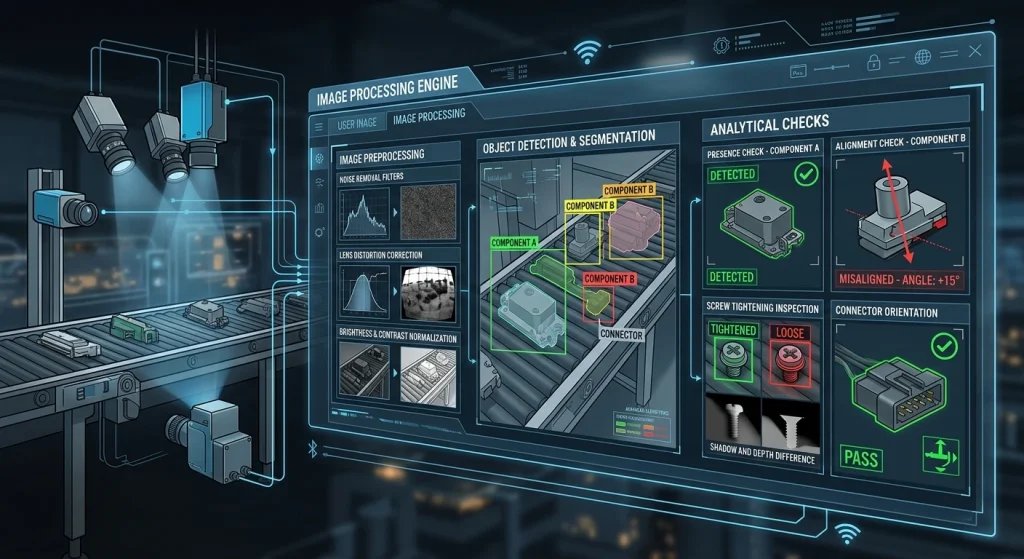
تحلیل مونتاژ:
- آیا قطعه A در جای مورد انتظار وجود دارد؟
- آیا قطعه B جابجا یا کج نشده است؟
- آیا پیچها سفت شدهاند (مثلاً با تفاوت شکل سایه یا عمق)؟
- آیا جهت قطعه درست است (مثلاً کانکتور نر/ماده برعکس بسته نشده)؟
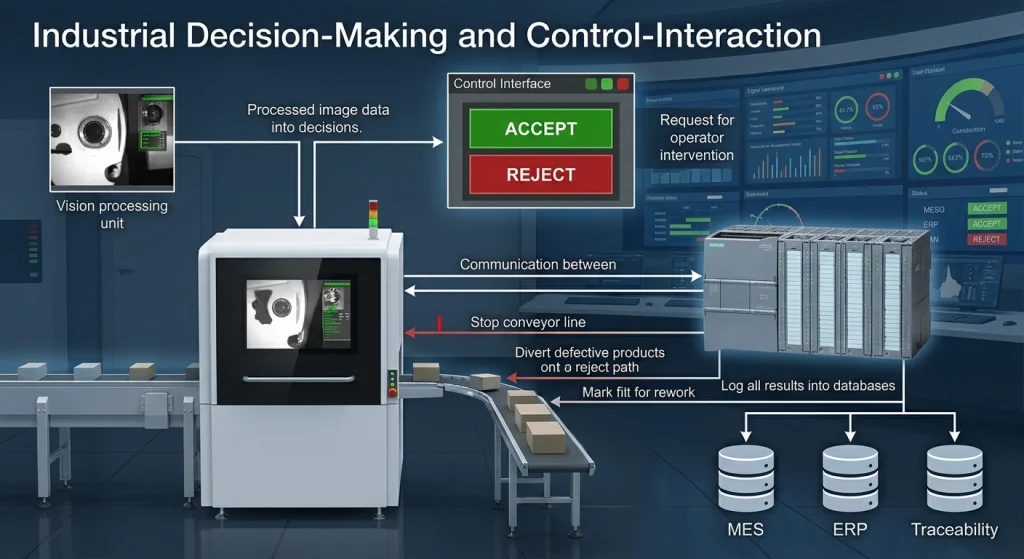
لایه تصمیمگیری و تعامل با سیستم کنترل
خروجی پردازش تصویر باید به یک تصمیم عملیاتی تبدیل شود:
- ACCEPT / REJECT
- درخواست دخالت اپراتور
- ارسال سیگنال به PLC برای:
- توقف خط
- هدایت قطعه به مسیر Reject
- علامتگذاری محصول برای Rework
- ثبت داده در پایگاه داده (MES، ERP، سیستم ردیابی)
از «دیدن» تا «فهمیدن»: الگوریتمهای مهم در پایش مونتاژ
از «دیدن» تا «فهمیدن»: الگوریتمهای مهم در پایش مونتاژ
۱) روشهای کلاسیک پردازش تصویر
در بسیاری از کاربردها، ترکیب الگوریتمهای کلاسیک هنوز بسیار مؤثر است، مخصوصاً وقتی:
- محصول ساختار هندسی ساده دارد
- تنوع مدلها محدود است
- خطاها واضح و تکرارشوندهاند
- آستانهگذاری (Thresholding)
- تشخیص لبه (Edge Detection)
- Hough Transform
- تطبیق الگو (Template Matching)
- تحلیل کانتور و Moments
۲) یادگیری ماشین کلاسیک
وقتی ویژگیها قابل استخراج باشند، مدلهای زیر بسیار مؤثرند:
- SVM
- Random Forest
- KNN
- XGBoost
۳) یادگیری عمیق (Deep Learning)
با پیچیدهتر شدن محصولات، Deep Learning تبدیل به استاندارد پایش پیشرفته شده است.
- تشخیص شیء (Object Detection): YOLO، SSD، Faster R-CNN
- قطعهبندی (Segmentation): U‑Net، Mask R‑CNN
- تشخیص ناهنجاری (Anomaly Detection): Autoencoder، PatchCore، PaDiM
تضمین «کامل بودن» محصول نهایی یعنی چه؟
وقتی میگوییم «تضمین کامل بودن محصول نهایی با پردازش تصویر»، فقط منظورمان نیست که:
همه قطعات روی محصول دیده میشوند.
تعریف صنعتی دقیقتر است. یک محصول از نظر مونتاژ زمانی «کامل» است که:
- تمام قطعات لازم نصب شده باشند
- هیچ قطعه اضافی، اشتباهی یا از مدل دیگر روی آن وجود نداشته باشد
- موقعیت هر قطعه در محدوده مجاز باشد (Tolerance)
- جهتگیری قطعات صحیح باشد (فلیپ، روتیشن، Mirror نشده باشد)
- اتصالات و فیکسچرها کامل باشند (پیچها سفت شده، گیرهها قفل شده، سوکتها کامل درگیر)
- مراحل مونتاژ به ترتیب درست انجام شده باشند (مثلاً اول واشر، بعد پیچ، نه بالعکس)
- کیفیت ظاهری کلی قابل قبول باشد (خط و خش عمیق، شکستگی، سوراخ اضافی، دفُرمه شدن)
پردازش تصویر در کنار یک طراحی صحیح ایستگاهها میتواند تمام این موارد را تا حد زیادی پوشش دهد.
مثالهای سناریویی از پایش مراحل مونتاژ
مثالهای سناریویی از پایش مراحل مونتاژ
ترکیب معماری خط مونتاژ و بینایی ماشین، وقتی ارزش واقعی خود را نشان میدهد که مرحلهبهمرحله پایش شود؛ در ادامه دو سناریو واقعی را میبینیم.
مونتاژ یک یونیت الکترونیکی (برد + قاب پلاستیکی)
مراحل مونتاژ:
- نصب برد روی فریم
- اتصال کانکتور فلت
- بستن پیچهای نگهدارنده
- قرار دادن قاب رویی
- کلیپس شدن قاب
- برچسبگذاری و سریالنامبر
نقاط پایش با پردازش تصویر:
- بعد از مرحله ۲: بررسی جاخوردن کامل کانکتور فلت (ناحیه تماس و رنگ).
- بعد از مرحله ۳: شمارش پیچها، حضور همه پیچها و عمق تقریبی از روی سایه و شکل.
- بعد از مرحله ۵: بررسی بسته شدن کامل قاب و نبود هرگونه فاصله در درزها.
- مرحله نهایی: کنترل وجود برچسب، محل صحیح نصب و خوانش OCR سریالنامبر.
واکنش سیستم:
در صورت مشاهده مشکل در هر مرحله، سیستم میتواند خط را متوقف کرده یا قطعه را به لاین Rework هدایت کند.
خط مونتاژ خودرو – کنترل اجزای کابین
مراحل کلیدی:
مراحل متعدد شامل نصب داشبورد، فرمان، ایربگ، کنسول وسط، پنل درها و … است.
کاربرد بینایی ماشین:
- بررسی حضور و نصب صحیح ایربگها قبل از بسته شدن کامل داشبورد.
- کنترل مونتاژ فرمان: وجود ایربگ فرمان، لوگو، دکمهها و کج/راست نبودن فرمان.
- کنترل مونتاژ پنل درب: وجود دستگیره، دکمهها، بلندگو و قابها.
اهمیت موضوع:
در صنعت خودرو، ناقص بودن مونتاژ نهایی میتواند تبعات ایمنی جدی داشته باشد؛ به همین دلیل سیستمهای بینایی ماشین در این خطوط نقش کاملاً حیاتی دارند.
چالشهای عملی در استقرار سیستمهای پایش مونتاژ

تنوع بالای محصول (High Mix)
اگر روی یک خط، چندین مدل و Variant مختلف تولید میشود:
- نیاز به مدلهای مجزا یا مدلهای چندکلاسه
- نیاز به System Configuration هوشمند که بداند در هر لحظه، کدام مدل روی خط است (Integration با MES/ERP)
- مدیریت الگوها و تنظیمات مختلف برای هر مدل

شرایط نوری متغیر و سطوح براق
- قطعات براق (فلزی، کرومی، شیشهای) بازتاب شدید تولید میکنند.
- تغییرات نور محیط (نور روز/شب، چراغهای سقف) روی کیفیت تصویر اثر میگذارد.
راهکارها:
- نورپردازی کاملاً کنترلشده (محصور کردن ایستگاه)
- استفاده از نورهای Polarized و فیلترهای پلاریزه روی لنز
- تنظیم Exposure و Gain متناسب با شرایط

محدودیت زمان پردازش
در خطوط سریع، ممکن است برای هر محصول فقط چند ده میلیثانیه فرصت پردازش وجود داشته باشد.
راهکارها:
- استفاده از GPU و مدلهای بهینهشده برای Real-Time
- انتخاب رزولوشن بهینه (نه بیش از حد بالا)
- Focus روی ROI بهجای کل تصویر
- پردازش موازی (Multi-threading / Multi-camera parallel processing)

در دنیای واقعی، تعداد نمونههای معیوب بهمراتب کمتر از سالم است (و این از نظر تولید خوب است، ولی از نظر آموزش مدل چالش ایجاد میکند).
راهکارها:
- استفاده از روشهای Anomaly Detection (یادگیری «سالم» بهجای یادگیری «همه انواع خطا»)
- Data Augmentation برای افزایش تنوع ظاهری
- شبیهسازی خطاها (مثلاً با مونتاژ عمدی قطعات اشتباه جهت آموزش)
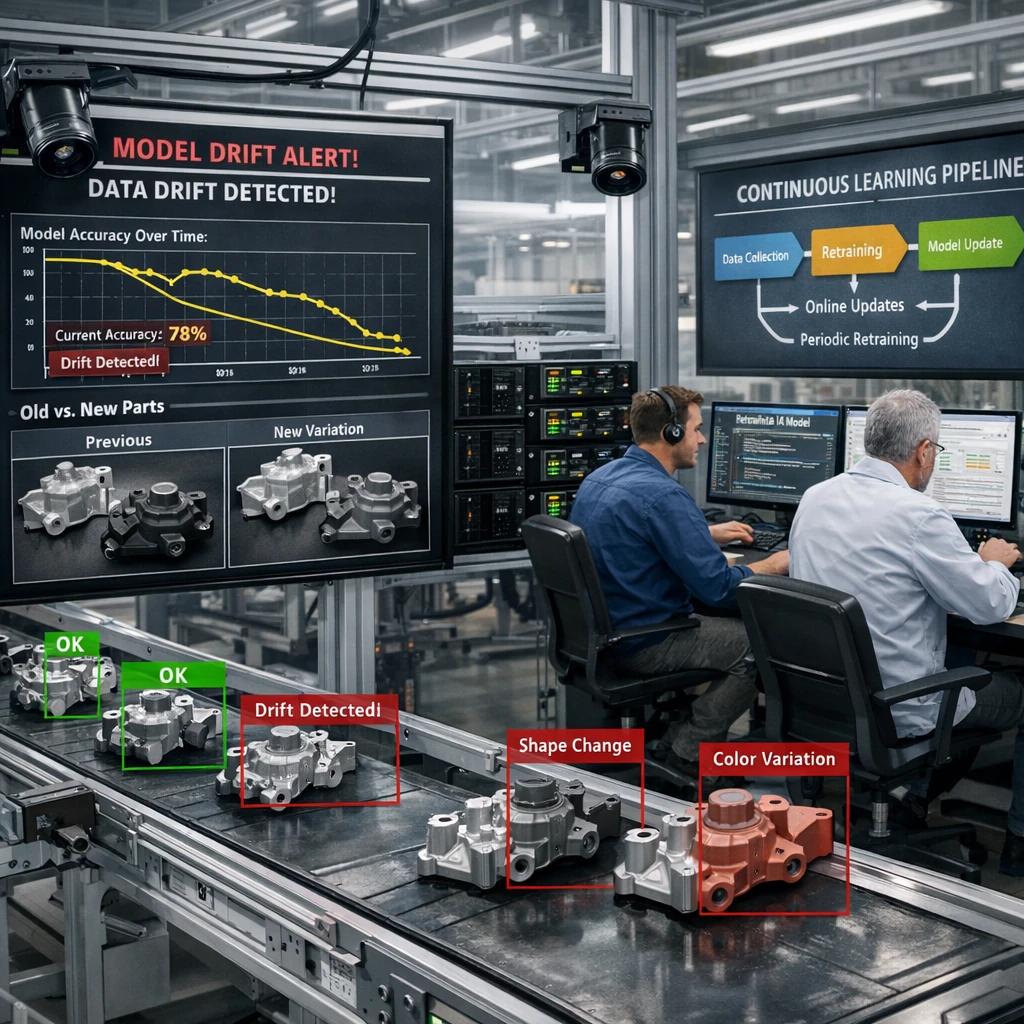
در طول زمان، ممکن است:
- قطعات از تأمینکنندههای مختلف با تفاوت جزئی بیایند
- ابزارها و فیکسچرها کمی تغییر کنند
- خط تولید تغییر Layout دهد
این موارد ممکن است باعث افت دقت مدل شود.
بنابراین باید:
- پایش مداوم عملکرد مدل
- بازآموزی دورهای مدل با دادههای جدید
- طراحی سیستم بهگونهای که امکان بهروزرسانی آنلاین یا نیمهآنلاین وجود داشته باشد
را در نظر گرفت.
در ابتدا کل خط مونتاژ بررسی میشود تا مشخص شود سیستم بینایی دقیقاً چه مسئلهای را باید حل کند.
- بررسی کامل خط مونتاژ
- شناسایی نقاط بحرانی (Critical Points)
- تعریف دقیق مفهوم «کامل بودن» محصول
- تعیین KPIهای هدف مانند کاهش مرجوعی ۵۰٪ و کاهش بازرسی دستی ۷۰٪
در این مرحله معماری سختافزار و پردازش سیستم طراحی میشود.
- انتخاب نوع دوربین، لنز و سیستم نورپردازی
- تعیین موقعیت نصب دوربین در خط تولید
- طراحی فیکسچر برای تکرارپذیری تصویر
- انتخاب پلتفرم پردازش مانند PC، GPU یا Edge Device
سیستم به صورت آزمایشی نصب و دادههای واقعی جمعآوری میشود.
- نصب موقت سیستم در خط تولید
- جمعآوری تصاویر از محصولات سالم و معیوب
- برچسبگذاری دقیق دادهها (Labeling)
- ایجاد دیتاست متنوع برای آموزش و تست
در این گام مدلهای یادگیری عمیق با دادههای واقعی آموزش داده میشوند.
- پیشپردازش دادهها (Data Augmentation)
- آموزش شبکه CNN برای تشخیص خطا
- ارزیابی مدل با متریکهایی مثل Precision و Recall
- بهینهسازی سرعت برای اجرا در زمان واقعی (Real-time)
مدل نهایی و نرمافزار در سیستمهای عملیاتی نصب میشوند.
- نصب نهایی سختافزار و دوربینها
- اتصال سیستم بینایی با PLC خط تولید
- تست نهایی با تیم کیفی تولید
- آموزش اپراتورها برای کار با سیستم
پس از بهرهبرداری، عملکرد سیستم به صورت دورهای پایش میشود.
- پایش KPIها و نرخ خطا
- بازآموزی مدل با دادههای جدید تولید
- بهبود الگوریتم برای افزایش دقت
- گزارش تحلیلی برای مدیران تولید
مزایای مهم برای کسبوکار
کاهش ضایعات و دوبارهکاری
کشف زودهنگام خطا در همان ایستگاه و جلوگیری از افزودن هزینه روی محصول معیوب
کاهش مرجوعی از بازار و هزینه گارانتی
کمتر شدن احتمال خروج محصول ناقص از کارخانه
افزایش بهرهوری نیروی انسانی
انتقال تمرکز اپراتورها از «با چشم گشتن» به «تحلیل و حل مسئله» و کاهش خستگی و خطای انسانی
قابلیت ردیابی و تحلیل دادههای کیفیت
امکان تحلیل آماری برای شناسایی ریشههای مشکلات و گزارشگیری برای ممیزی و استانداردها (ISO, IATF و …)
افزایش اعتماد مشتری و برند
ثبات کیفیت و کاهش خطای مونتاژ، مستقیماً در ذهن مشتری اثر میگذارد.
آینده: از پایش بصری به «مونتاژ خوداصلاحگر
Edge AI و پردازش Real‑Time
انتقال مدلهای هوش مصنوعی به لبه شبکه باعث میشود تحلیل تصاویر مستقیماً در محل تولید انجام شود و تأخیر پردازش به حداقل برسد.
Digital Twin
ایجاد همزاد دیجیتال از خط مونتاژ امکان شبیهسازی فرایند، آزمایش تنظیمات و بهینهسازی سیستم بینایی ماشین را فراهم میکند.
Self‑Supervised Learning
مدلهای یادگیری خودنظارتی وابستگی کمتری به دادههای برچسبخورده دارند و میتوانند الگوهای جدید نقص را کشف کنند.
چندحسی شدن (Multimodal)
ترکیب دادههای تصویری با سنسورهای نیرو، صدا، لرزش و دما باعث تشخیص دقیقتر نقصهای پیچیده میشود.
Explainable AI
سیستمهای قابل توضیح نهتنها نقص را تشخیص میدهند، بلکه مشخص میکنند کدام بخش مشکل دارد و دلیل آن چیست.
سخن پایانی
پایش خودکار مراحل مونتاژ و تضمین کامل بودن محصول نهایی با پردازش تصویر، یک تغییر پارادایم در کنترل کیفیت صنعتی است. این تغییر:
- از کنترل دستی، انتهایی و نمونهای
- به پایش خودکار، مرحلهبهمرحله و ۱۰۰٪ محصولات
حرکت میکند.
برای رسیدن به این هدف، لازم است:
- معماری مناسب ایستگاههای بینایی ماشین طراحی شود
- الگوریتمهای پردازش تصویر (کلاسیک و عمیق) بهدرستی انتخاب و ترکیب شوند
- دادهها بهصورت حرفهای جمعآوری و برچسبگذاری شوند
- سیستم با PLC، MES و ERP یکپارچه شود
- و مهمتر از همه، سازمان از نظر «فرهنگ دادهمحور و کیفیتمحور» آماده این تحول باشد.

در نهایت، پردازش تصویر فقط یک فناوری نیست؛ چشم هوشمند خط تولید است که اگر درست استفاده شود، اجازه نمیدهد حتی یک محصول ناقص، بیصدا از کنار شما عبور کند و به دست مشتری برسد.
شروع تحول در پایش هوشمند خط تولید
سوالات متداول درباره پایش خودکار در خطوط مونتاژ
در این بخش مهمترین پرسشهای مربوط به پایش خودکار، پردازش تصویر و تضمین کامل بودن محصول نهایی را پاسخ دادهایم.